|
PIPES CALORISÉES
Dans ces surfaces intérieures et externes
des pipes soudées par MME. sont donnés un
traitement de calorisation, sous la haute
température dans laquelle la diffusion de
l'aluminium a lieu dans la surface de
l'acier. Plus tard, les pipes calorisées
sont données l'enduit en céramique
sur la surface intérieure et externe. Le
traitement de calorisation et l'enduit en
céramique donnent à ces pipes une vie et une
résistance plus élevées ordinaires
supplémentaires à la corrosion à
température élevée que les pipes ordinaires
de MME. et les pipes chères d'acier
inoxidable et allié normalement utilisées
dans l'oxygène lancing dans des fours d'arc
électrique et des usines et des raffineries
chimiques. La vie moyenne des pipes enduites
calorisées et en céramique est 7 - 9 fois
plus que cela des pipes ordinaires de MME.
et des pipes d'acier inoxydable. Des pipes
enduites calorisées et en céramique sont
utilisées dans les secteurs exigeant des
applications à hautes températures et
corrosives comme suit:
-
Échangeurs de chaleur,
manipulant le gaz chaud et
corrosif.
-
Tubes À ailettes.
-
Conduits de gaz pour TELLEMENT
2 & gaz de H
2 S.
-
Tubes de Reformer.
|
-
Tubes de régénérateur.
-
Tubes de fumée de raffinerie.
-
Tubes de four de pyrolyse
d'éthylène.
-
Pipes lancing de l'oxygène dans
des usines d'acier allié et des
fondeurs de cuivre.
|
Ils sont employés en tant que mieux et
matériel de construction meilleur marché
dans les équipements suivants:
-
Chaudières
-
Brûleurs
-
Récupérateur
-
Thermowell
-
Ventilateur de suie
-
Préchauffeur d'air
|
-
Les lignes de transfert
-
Échangeurs de chaleur
-
Réchauffeur de raffinerie
-
Réacteurs chimiques
-
Condensateurs de soufre
-
Échangeur de fluidisation de lit
|
|
CARACTÉRISTIQUES
:
|
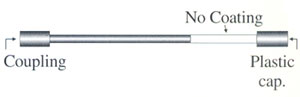
Dactylographiez à I les deux
extrémités filetées avec un accouplement et
un chapeau en plastique.
|
|
|
Extrémités plates du type II.
|

|
|
Les extrémités plates du type III avec
une ont serré l'accouplement.
|

|
-
La
pipe est une pipe à parois minces spéciale de
bas carbone, avec de haute résistance pour peser
le rapport. La taille d'alésage et l'épaisseur
de paroi normales sont selon des normes.
-
La
calorisation est jusqu'à une profondeur de 100 à
150 microns.
-
L'enduit en céramique réfractaire est des
matériaux élevés spéciaux d'alumine donnent une
résistance plus élevée contre la délitescence à
températures élevées.
Une
comparaison entre l'acier de masse siffle, les pipes
chères d'acier allié et les pipes d'acier inoxydable
dans différentes conditions corrosives est comme
suit:
Il peut voir que les pipes calorisées sont
meilleures et économiques en comparaison de
l'ordinaire ou des pipes d'acier allié dans les
diverses conditions de la corrosion et de
l'utilisation, qui sont produites dans différentes
industries.
Pourquoi est-ce que des pipes calorisées de lance
sont nécessaires dans la sidérurgie de l'oxygène? En
cours de fabrication en acier par le four Thomas ou
le four électrique, le taux de consommation de pipes
de lance pour le rapport plutôt élevé de truies
d'injection de l'oxygène dû à l'oxydation à hautes
températures et grave. En général, des pipes en
acier sont employés comme pipes de lance pour
l'injection de l'oxygène. Si la MME. que des pipes
sont traitées par ce taux de processus de
consommation de pipes de lance augmentera 6 - 7
fois. Il est nécessaire de rendre la pipe ignifuge
dans un premier temps. Le traitement spécial est
nécessaire alors pour protéger la pipe contre
n'importe quel tomber-au loin ou graduation-au loin
par choc ou par tension de pliage. En raison de la
recherche conduite sur beaucoup d'années, on l'a
découvert que la méthode la plus efficace est de
répandre l'aluminium dans la surface de la pipe,
afin de favoriser des propriétés de preuve d'usage
sur la pipe en acier. C'est-à-dire, la calorisation
doit être portée à, à l'intérieur et à l'extérieur
de de la pipe en acier pour favoriser des propriétés
de preuve d'usage et de feu de la pipe. Pour
énumérer, les avantages du processus sidérurgique de
l'oxygène:
-
La
réaction exothermique et l'agitation favorisent
l'élévation de décarbonisation et de chaleur
dans le four, alors qu'on peut éliminer des
scories écumantes.
-
La
fusion du matériel secondaire peut être
accélérée.
-
La
qualité de l'acier sera améliorée.
-
Comme le processus soulève la température.
-
Le
choix des matières premières premières à charger
devient facile.
-
Le
processus soulève la capacité de production d'un
four électrique.
-
On
peut éliminer de l'hydrogène, l'azote et les
inclusions non métalliques par l'oxydation.
-
Elle permet pour récupérer le chrome avec
l'utilisation de la haute chute d'acier au
chrome.
Des
pipes calorisées de lance sont préparées en rendant
la finition de calorisation à l'acier du carbone
dans une épaisseur de 100-150 microns sur les
surfaces intérieures et externes et davantage
d'enduit avec les matériaux réfractaires en 200-300
microns d'épaisseur sur les surfaces intérieures et
externes. Ce traitement de diffusion en métal
favorise les propriétés ignifuges des pipes en
acier. La diffusion est un lien inter-metallic, qui
n'obtient pas a endommagé par le fonctionnement
mécanique comme le recourbement ou le redressage ou
par les températures élevées. Dans le cas des pipes
ignifuges générales, l'oxydation a lieu à cette
partie de la surface en contact avec la flamme. Dans
le cas de ces pipes diffuses par métal, le métal
existant sur la surface de la zone diffuse est oxydé
à son oxyde respectif, qui empêche le progrès
supplémentaire de l'oxydation et également de la
fonte. Par exemple, dans la calorisation,
l'aluminium est oxydé à l'alumine, qui a un point de
fusion très élevé 2050 0 C comparés au
point de fusion de l'aluminium, qui est seuls 658
0 C.
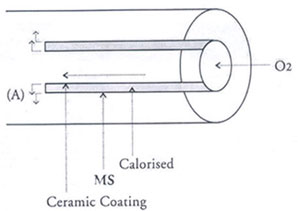 |
Comme montré dans l'image l'action
d'éclaboussement de l'oxygène à haute
pression sur l'acier fondu est la plus grave
au haut à l'intérieur d'une partie de la
pipe (point de 'A 'dans l'image). En ce
moment la réaction suivante a
lieu.
Al 4 + 3 O 2 = 2 AL 2
Calories De O
3 + 7,608
C'est la différence essentielle entre les
pipes ignifuges générales et les pipes
diffuses par métal. Un résultat plus
efficace est obtenu par l'enduit en
céramique sur la zone diffuse par métal.
Oxydes métalliques de moyens en céramique,
carbures, nitrures et également argile
ignifuge. Des silicates alkalins sont
ajoutés pour améliorer la longévité et la
ténacité. En cours d'enduit en céramique il
est nécessaire qu'il apprêtent du métal est
zone diffuse est rugueux de sorte que
l'enduit en céramique ait une bonne liaison
et
not get peeled off.
|
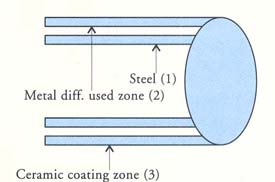
Ceramic coating is carried out usually on the inside
and outside of the pipe. The composition of the
ceramic coating is as per the kind of furnace
structure and the steel / metal produced. After
cleaning the impurities on the surface of the pipe,
aluminium powder or a mixture of aluminium and iron
powder (to which halides are added as flux) is
filled up inside and outside of the pipe and packed
in a case. This then heated from outside. The
illustration shows that the mettalic powder zone (2)
adheres to the surface of metal alloy zone (1) on
one side and to ceramic coating zone (3) on the
other. Therefore the Ceramic coating never falls off
or scales off from the pipe during the oxygen
injection operation.
Comparison chart between MS pipe & Calorised pipe.
Oxygen Charge
Press. Kg/cm
2
|
Oxygen flow
rate m
3
/min
|
Charge Time
(min.)
|
Length of consumption
mm
|
Consumption rate mm/min.
|
Type of Pipe
|
Rate of MS Pipe to Calo. Lance
|
|
6.5-7
|
6.5-5
|
3
|
1950
|
650
|
MS
|
1
|
|
6.5-7
|
6.5-5
|
15
|
1290
|
86
|
CL
|
7.56
|
|
6.5-7
|
6.5-5
|
15
|
1420
|
94
|
CL
|
6.91
|
|
6
|
6
|
3
|
2430
|
809
|
MS
|
1
|
|
6
|
6
|
10
|
1150
|
115
|
CL
|
7.03
|
|
6
|
6
|
10
|
890
|
89
|
CL
|
9.03
|
|
5.5-6
|
5.5
|
3
|
1860
|
620
|
MS
|
1
|
|
5.5-6
|
5.5
|
10
|
840
|
84
|
CL
|
7.38
|
|
5.5-6
|
5.5
|
10
|
1070
|
107
|
CL
|
5.79
|
|
6.6
|
6.3
|
3
|
1830
|
610
|
MS
|
1
|
|
6.6
|
6.3
|
10
|
610
|
61
|
CL
|
10
|
|
6.6
|
6.3
|
10
|
1070
|
107
|
CL
|
5.70
|
|

