|
PIPAS CALORIZADAS
En estas superficies internas y externas de pipas soldadas con autógena MS se dan un tratamiento de calorización, bajo temperatura alta en la cual la difusión del aluminio ocurra en la superficie del acero. Posteriormente, las pipas calorizadas se dan la capa de cerámica
en superficie interna y externa. El tratamiento de calorización y la capa de cerámica dan a estas pipas una vida y una resistencia más altas ordinarias adicionales a la corrosión en la temperatura alta que las pipas ordinarias del MS y las pipas costosas del acero inoxidable y de aleación usadas normalmente en el oxígeno lancing en hornos de arco voltaico y las fábricas y las refinerías químicas. La vida media de pipas revestidas calorizadas y de cerámica es 7 - 9 veces más que el de las pipas ordinarias del MS y de las pipas del acero inoxidable. Las pipas revestidas calorizadas y de cerámica se utilizan en las áreas que requieren usos de alta temperatura y corrosivos como sigue:
-
Cambiadores de calor, manejando el gas caliente y corrosivo.
-
Tubos Aletados.
-
Conductos del gas para TAN 2 & gases de H 2 S.
-
Tubos de Reformer.
|
-
Tubos del regenerador.
-
Tubos del humo de la refinería.
-
Tubos del horno de la pirolisis del etileno.
-
Pipas lancing del oxígeno en las plantas siderúrgicas de aleación y los fundidores de cobre.
|
Los utilizan como mejor y un material de la construcción más barato en los equipos siguientes:
- Calderas
- Hornillas
- Recuperador
- Thermowell
- Soplador de hollín
- Precalentador del aire
|
- Líneas de transferencia
- Cambiadores De Calor
- Calentador de la refinería
- Reactores químicos
- Condensadores del sulfuro
- Cambiador fluidificado de la cama
|
|
ESPECIFICACIONES :
|
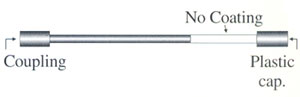
Mecanografíe a I ambos extremos roscados con un juntarse y un casquillo plástico.
|
|
| Extremos llanos del tipo II.
|

|
| Los extremos llanos del tipo III con uno presionaron el acoplador.
|

|
-
La pipa es una pipa de paredes delgadas especial del carbón bajo, con la alta fuerza para cargar cociente. El tamaño del alesaje y el grueso de pared normales están según estándares.
-
La calorización está hasta que una profundidad de 100 a 150 micrones.
-
La capa de cerámica refractaria está de los altos materiales especiales del alúmina da una resistencia más alta en contra de romper con almádena en las altas temperaturas.
Una comparación entre el acero ordinario instala tubos, las pipas costosas del acero de aleación y las pipas del acero inoxidable bajo diversas condiciones corrosivas son como sigue:
Puede ser visto que las pipas calorizadas son mejores y económicas en comparación con ordinario o las pipas del acero de aleación bajo varias condiciones de la corrosión y del uso, que se encuentran en diversas industrias.
¿Por qué las pipas calorizadas de la lanza se necesitan en siderurgia del oxígeno? En el proceso de la fabricación de acero por el hogar abierto o el horno eléctrico, el índice de la consumición de las pipas de la lanza para el cociente algo alto de las puercas de la inyección del oxígeno debido a la oxidación de alta temperatura y severa. En pipas generales, de acero se utilizan como pipas de la lanza para la inyección del oxígeno. Si el MS que las pipas son tratadas por este índice de proceso de la consumición de las pipas de la lanza aumenta 6 - 7 veces. Es necesario hacer la pipa incombustible en primer lugar. El tratamiento especial entonces es necesitado para proteger la pipa contra cualquier caer -apagado o escalamiento-apagado por el choque o por la tensión de flexión. Como resultado de la investigación conducida sobre muchos años, fue descubierto que el método más eficaz es difundir el aluminio en la superficie de la pipa, para promover características de la prueba del desgaste en la pipa de acero. Es decir, la calorización debe ser llevada en, adentro y afuera de la pipa de acero para promover las características de la prueba del desgaste y del fuego de la pipa. Para enumerar, las ventajas del proceso siderúrgico del oxígeno:
-
La reacción exotérmica y la agitación promueven subida de la descarbonización y del calor del horno, mientras que la escoria que hace espuma puede ser eliminada.
-
La fusión del material secundario puede ser acelerada.
-
La calidad del acero será mejorada.
-
Como el proceso levanta la temperatura.
-
La selección de las materias primas que se cargarán llega a ser fácil.
-
El proceso levanta la capacidad de la producción de un horno eléctrico.
-
El hidrógeno, el nitrógeno y las inclusiones nas-metálico se pueden eliminar con la oxidación.
-
Permite recuperar el cromo con el uso del desecho alto del acerocromo.
Las pipas calorizadas de la lanza son preparadas rindiendo final de calorización al acero de carbón en un grueso de 100-150 micrones en superficies internas y externas y la capa adicional con los materiales refractarios en 200-300 micrones de grueso en superficies internas y externas. Este tratamiento de la difusión del metal promueve las características incombustibles de las pipas de acero. La difusión es un enlace intermetálico, que no consigue dañó por el funcionamiento mecánico como la flexión o enderezarse o por altas temperaturas. En la caja de pipas incombustibles generales, la oxidación ocurre en esa parte de la superficie en contacto con la llama. En la caja de estas pipas difundidas metal, el metal que existe en la superficie de la zona difundida se oxida a su óxido respectivo, que previene el progreso posterior de la oxidación y también de derretir. Por ejemplo, en la calorización, el aluminio se oxida al alúmina, que tiene un punto de fusión muy alto 2050 0 C comparadas al punto de fusión del aluminio, que es 658 meros 0 C.
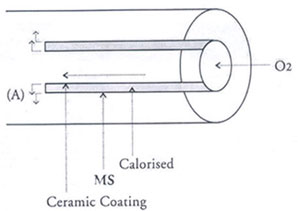 |
Según lo demostrado en la imagen la acción que salpica del oxígeno de alta presión en el acero fundido es la más severa en el alto dentro de la pieza de la pipa (punto de ' A ' en la imagen). A este punto la reacción siguiente ocurre.
Al 4 + 3 O 2 = 2 AL 2 Calorías De O
3 + 7,608
Ésta es la diferencia esencial entre las pipas incombustibles generales y las pipas difundidas metal. Un resultado más eficaz es obtenido por la capa de cerámica en la zona difundida metal. Óxidos metálicos de los medios de cerámica, carburos, nitruros y también arcilla incombustible. Los silicatos alcalinos se agregan para mejorar la durabilidad y la tenacidad. En el proceso de la capa de cerámica es necesario que él emerge del metal es zona difundida es áspero de modo que la capa de cerámica tenga una buena vinculación y no consiga pelada apagado.
|
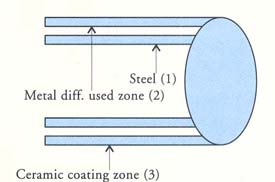
La capa de cerámica se realiza generalmente en el interior y el exterior de la pipa. La composición del
ceramic
coating is as per the kind of furnace structure and
the steel / metal produced. After cleaning the
impurities on the surface of the pipe, aluminium
powder or a mixture of aluminium and iron powder (to
which halides are added as flux) is filled up inside
and outside of the pipe and packed in a case. This
then heated from outside. The illustration shows
that the mettalic powder zone (2) adheres to the
surface of metal alloy zone (1) on one side and to
ceramic coating zone (3) on the other. Therefore the
Ceramic coating never falls off or scales off from
the pipe during the oxygen injection operation.
Comparison
chart between MS pipe
& Calorised pipe.
Oxygen
Charge
Press. Kg/cm
2
|
Oxygen
flow
rate m
3
/min
|
Charge
Time
(min.)
|
Length
of consumption
mm
|
Consumption
rate mm/min.
|
Type
of Pipe
|
Rate
of MS Pipe to Calo. Lance
|
| 6.5-7
|
6.5-5
|
3
|
1950
|
650
|
MS
|
1
|
| 6.5-7
|
6.5-5
|
15
|
1290
|
86
|
CL
|
7.56
|
| 6.5-7
|
6.5-5
|
15
|
1420
|
94
|
CL
|
6.91
|
| 6
|
6
|
3
|
2430
|
809
|
MS
|
1
|
| 6
|
6
|
10
|
1150
|
115
|
CL
|
7.03
|
| 6
|
6
|
10
|
890
|
89
|
CL
|
9.03
|
| 5.5-6
|
5.5
|
3
|
1860
|
620
|
MS
|
1
|
| 5.5-6
|
5.5
|
10
|
840
|
84
|
CL
|
7.38
|
| 5.5-6
|
5.5
|
10
|
1070
|
107
|
CL
|
5.79
|
| 6.6
|
6.3
|
3
|
1830
|
610
|
MS
|
1
|
| 6.6
|
6.3
|
10
|
610
|
61
|
CL
|
10
|
| 6.6
|
6.3
|
10
|
1070
|
107
|
CL
|
5.70
|
|

