|
CALORISED
PIPES
In
this both inner and outer surfaces of MS
welded pipes are given a calorising
treatment, under high temperature in which
diffusion of aluminium takes place into
the surface of the steel. Subsequently,
the calorised pipes are given ceramic
coating on both inner and outer
surface. The calorising treatment and the
ceramic coating give these pipes an extra
ordinary higher life and resistance
to corrosion at high temperature than
ordinary MS pipes and expensive stainless
and alloy steel pipes normally used in
oxygen lancing in electric arc furnaces
and chemical factories and refineries. The
average life of calorised and ceramic
coated pipes is 7 - 9 times more than that
of ordinary MS pipes and stainless steel
pipes. Calorised and ceramic coated pipes
are used in areas requiring high
temperature and corrosive applications as
follows:
They
are used as better and cheaper material of
construction in the following equipments:
- Boilers
- Burners
- Recuperator
- Thermowell
- Soot
blower
- Air
pre-heater
|
- Transfer
lines
- Heat
Exchangers
- Refinery
heater
- Chemical
reactors
- Sulphur
condensers
- Fluidised
bed exchanger
|
|
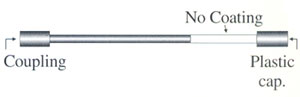
SPECIFICATIONS:
|
Type
I Both ends threaded with one coupling
and one plastic cap.
|
|
| Type
II Plain ends. |

|
| Type
III Plain ends with one pressed
coupling. |

|
-
The
pipe is a low carbon special thin walled pipe,
with high strength to weight ratio. The normal
bore size and Wall thickness are as per
standards.
-
The
calorising is upto a depth of 100 to 150
microns.
-
The
Refractory Ceramic coating is of special high
Alumina materials to give higher resistance
against spalling at high temperatures.
A
comparison between ordinary steel pipes, expensive
Alloy Steel Pipes and Stainless Steel pipes under
different corrosive conditions is as follows:
It can be seen that calorised pipes are better and
economical in comparison with ordinary or alloy
steel pipes under various conditions of corrosion
and use, which are encountered in different
industries.
Why are Calorised Lance Pipes needed in oxygen
steel making? In the process of steel
manufacturing by open hearth or electric furnace,
the consumption rate of lance pipes for oxygen
injection sows rather high ratio owing to high
temperature and severe oxidation. In general,
steel pipes are used as lance pipes for oxygen
injection. If MS pipes are treated by this process
consumption rate of lance pipes will increase 6 -
7 times. It is necessary to make the pipe
fireproof as a first step. Special treatment is
then needed to protect the pipe from any
falling-off or scaling-off by shock or by bending
stress. As a result of research conducted over
many years, it was discovered that the most
effectual method is to diffuse aluminium into the
pipe's surface, so as to promote wear proof
properties on steel pipe. That is to say,
calorising is to be carried at, in and outside of
the steel pipe to promote wear and fire proof
properties of the pipe. To enumerate, the
advantages of oxygen steel making process:
-
The
exothermic reaction and agitation promote
decarbonisation and heat rise in the furnace,
while foaming slag can be eliminated.
-
Fusion
of sub material can be accelerated.
-
Quality
of steel will be improved.
-
As
the process raises the temperature.
-
Selection
of raw materials to be charged becomes easy.
-
The
process raises the production capacity of an
electric furnace.
-
Hydrogen,
Nitrogen and non-metallic inclusions can be
eliminated through oxidation.
-
It
makes it possible to recover chrome with the
use of high chrome steel scrap.
Calorised
lance pipes are prepared by rendering calorising
finish to carbon steel in a thickness of 100-150
microns on both inner and outer surfaces and
further coating with refractory materials in
200-300 microns thickness on both inner and outer
surfaces. This metal diffusion treatment promotes
the fireproof properties of steel pipes. The
diffusion is an inter-metallic bond, which doesn't
get damaged either by mechanical working like
bending or straightening or by high temperatures.
In the case of general fireproof pipes, oxidation
takes place at that part of the surface in contact
with the flame. In the case of these metal
diffused pipes, the metal existing at the surface
of the diffused zone is oxidised to its respective
oxide, which prevents the further progress of
oxidation and also melting. For instance, in
calorising, aluminium is oxidised to alumina,
which has a very high melting point 20500C
compared to the melting point of aluminium, which
is mere 6580C.
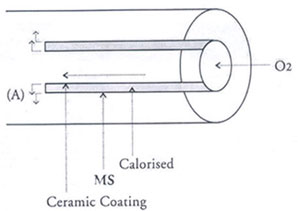 |
As
shown in the image the splashing action of
high-pressure oxygen on molten steel is
most severe at the upper inside part of
the pipe ('A' point in the image). At this
point the following reaction takes
place.
4 Al + 3 O2 = 2 AL2O3
+ 7.608 Calories
This
is the essential difference between
general fireproof pipes and metal diffused
pipes. A more effective result is obtained
by ceramic coating on the metal diffused
zone. Ceramic means metallic oxides,
carbides, nitrides and also fireproof
clay. Alkaline silicates are added to
improve the durability and tenacity. In
the process of ceramic coating it is
necessary that he surface of the metal is
diffused zone is rough so that the ceramic
coating has a good bonding and does not
get peeled off.
|
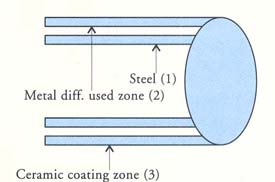
Ceramic
coating is carried out usually on the inside and
outside of the pipe. The composition of the
ceramic coating is as per the kind of furnace
structure and the steel / metal produced. After
cleaning the impurities on the surface of the
pipe, aluminium powder or a mixture of aluminium
and iron powder (to which halides are added as
flux) is filled up inside and outside of the pipe
and packed in a case. This then heated from
outside. The illustration shows that the mettalic
powder zone (2) adheres to the surface of metal
alloy zone (1) on one side and to ceramic coating
zone (3) on the other. Therefore the Ceramic
coating never falls off or scales off from the
pipe during the oxygen injection operation.
Comparison
chart between MS pipe & Calorised pipe.
Oxygen
Charge
Press. Kg/cm2 |
Oxygen
flow
rate m3/min |
Charge
Time
(min.) |
Length
of consumption
mm |
Consumption
rate mm/min. |
Type
of Pipe |
Rate
of MS Pipe to Calo. Lance |
| 6.5-7 |
6.5-5 |
3 |
1950 |
650 |
MS |
1 |
| 6.5-7 |
6.5-5 |
15 |
1290 |
86 |
CL |
7.56 |
| 6.5-7 |
6.5-5 |
15 |
1420 |
94 |
CL |
6.91 |
| 6 |
6 |
3 |
2430 |
809 |
MS |
1 |
| 6 |
6 |
10 |
1150 |
115 |
CL |
7.03 |
| 6 |
6 |
10 |
890 |
89 |
CL |
9.03 |
| 5.5-6 |
5.5 |
3 |
1860 |
620 |
MS |
1 |
| 5.5-6 |
5.5 |
10 |
840 |
84 |
CL |
7.38 |
| 5.5-6 |
5.5 |
10 |
1070 |
107 |
CL |
5.79 |
| 6.6 |
6.3 |
3 |
1830 |
610 |
MS |
1 |
| 6.6 |
6.3 |
10 |
610 |
61 |
CL |
10 |
| 6.6 |
6.3 |
10 |
1070 |
107 |
CL |
5.70 |
|


